High ambient humidity is one of the most critical factors limiting the shelf life of compound animal feed. When feed moisture content exceeds 13–14% or water activity (aw) surpasses 0.70, conditions become favorable for mold proliferation, mycotoxin synthesis, lipid oxidation, and bacterial contamination.
This article reviews the physicochemical mechanisms by which humidity accelerates feed deterioration, establishes the quantitative thresholds governing microbial risk, and evaluates the major control strategies available to feed manufacturers: process engineering (conditioning, pelleting, cooling), chemical preservation with organic acids, packaging technologies including modified atmosphere packaging (MAP), and integrated monitoring systems. Specific dosage data, water activity thresholds, and shelf life extension outcomes are presented to support evidence-based decision-making in commercial feed production.
1. Introduction
Animal feed quality deterioration during storage represents a significant economic and biosafety challenge for the livestock industry globally. Spoilage causes estimated annual losses exceeding USD 1 billion in feed value, and contaminated feed is a leading vector for mycotoxin exposure in food-producing animals. Humidity is uniquely problematic because it is both ubiquitous and difficult to control throughout the supply chain—from post-harvest grain handling through pelleting, bulk storage, distribution, and on-farm use.
The problem is particularly acute in tropical and subtropical climates, where ambient relative humidity (RH) routinely exceeds 80%, and in temperate zones during summer months or in poorly ventilated storage structures. Even in controlled manufacturing environments, moisture re-uptake can occur after pelleting if cooling is insufficient or packaging fails to provide an adequate vapor barrier.
This article provides a technically rigorous examination of the humidity–spoilage relationship in animal feed, with particular emphasis on the water activity (aw) concept as the key predictive parameter, followed by a review of practical control strategies supported by published experimental data.
2. Moisture Content vs. Water Activity: Key Parameters
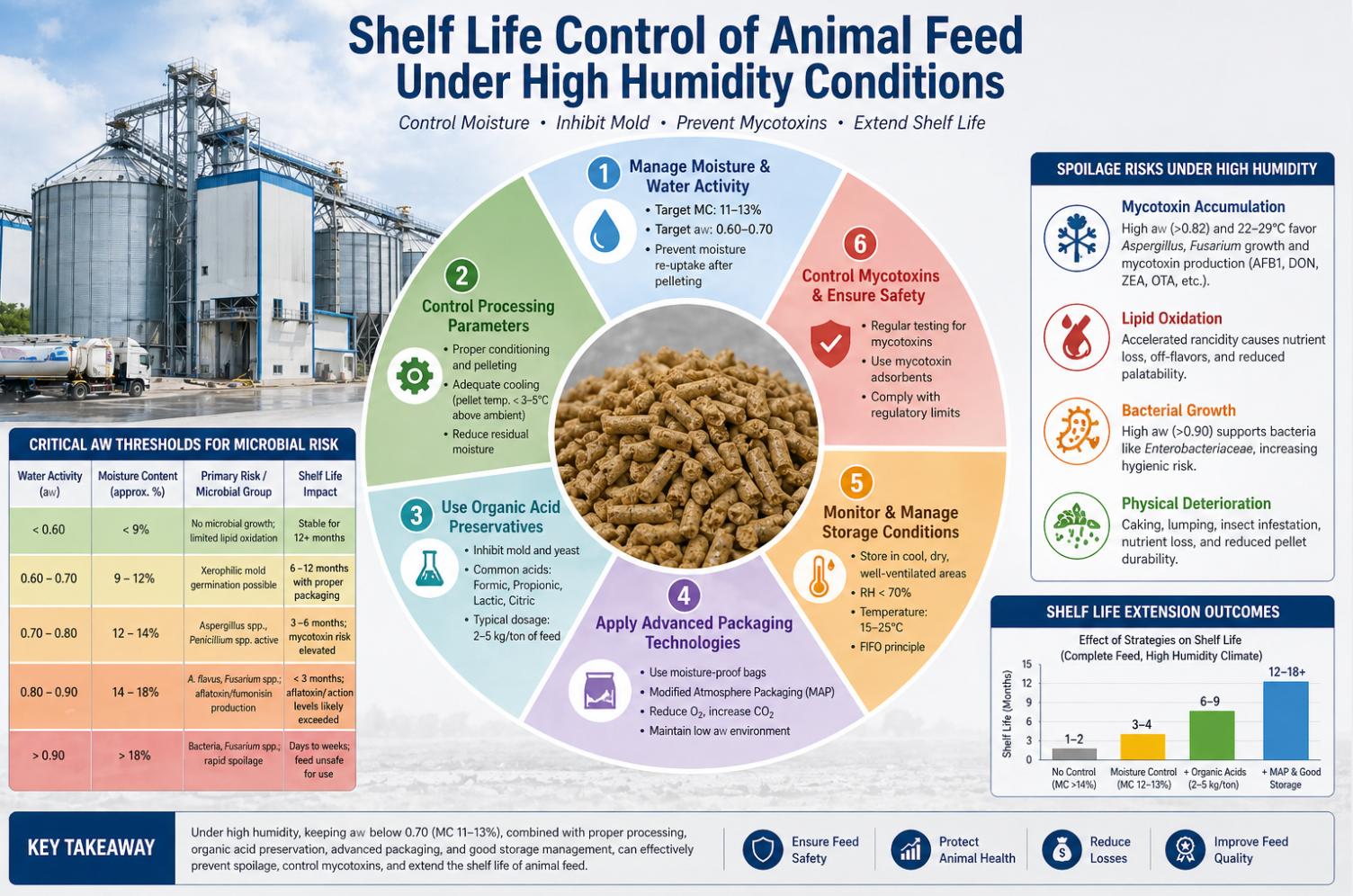
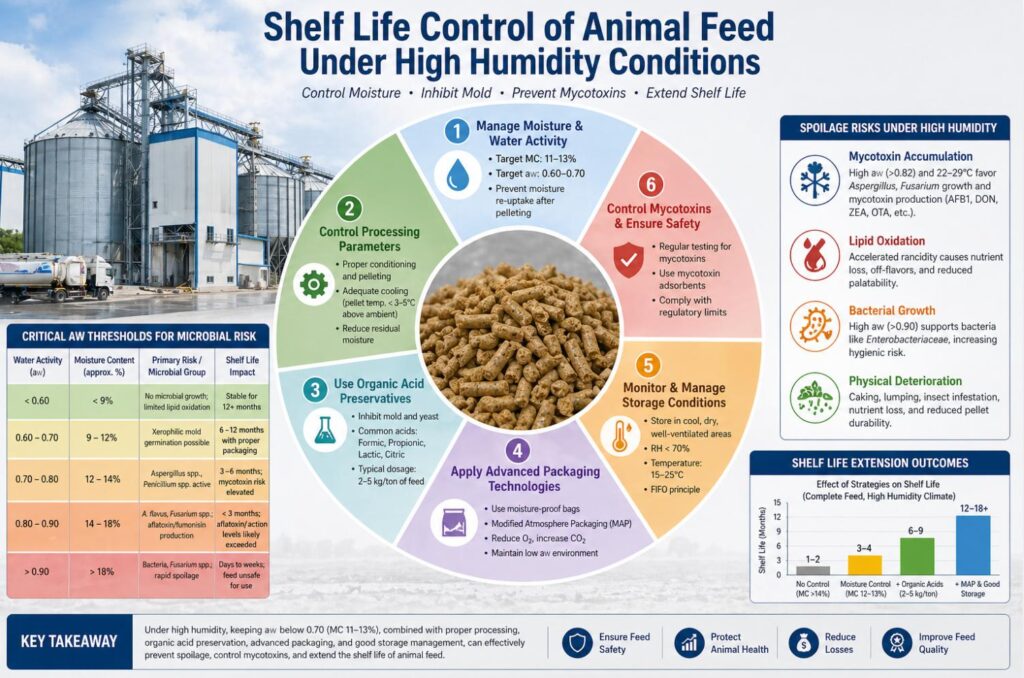
Two distinct but related parameters govern feed stability: moisture content (MC) expressed as a percentage of total weight, and water activity (aw), defined as the ratio of the partial vapor pressure of water in the feed to that of pure water at the same temperature and pressure (aw = p/p₀, range 0–1.0). While MC indicates how much total water is present, aw describes the thermodynamic availability of that water for microbial and chemical reactions.
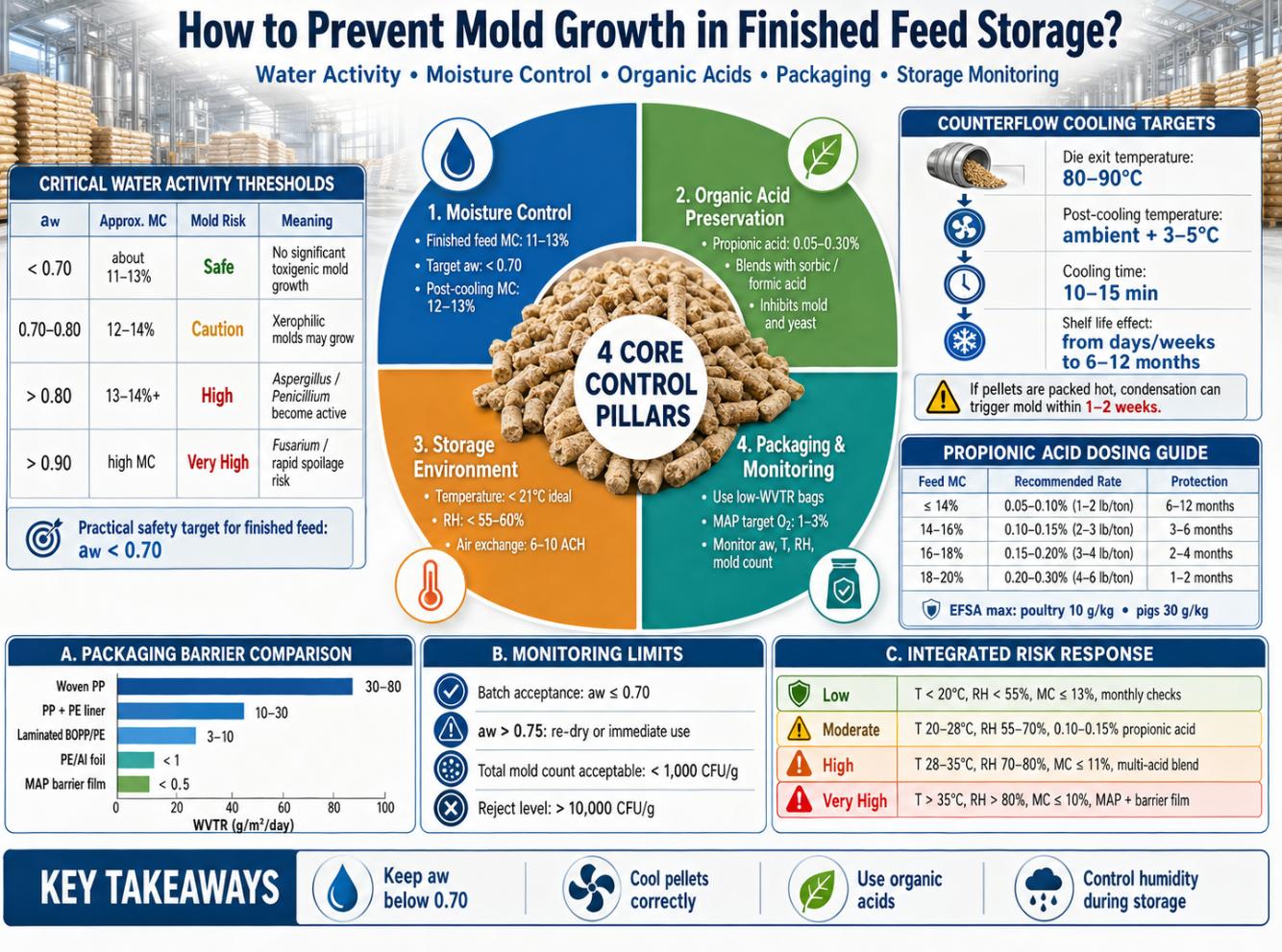
For most dry pelleted compound feeds, the target MC is 11–13%, corresponding to an aw of approximately 0.60–0.70 under standard conditions (20–25°C). At aw < 0.60, virtually no microbial growth is possible. As aw increases above 0.70, xerophilic molds begin to colonize; above 0.80, fast-growing mesophilic fungi such as Aspergillus flavus and Fusarium verticillioides become active, and above 0.90, bacteria and moisture-adapted species dominate.
Table 1. Critical aw Thresholds for Microbial Activity and Spoilage Reactions in Animal Feed
| Water Activity (aw) | Moisture Content (approx. %) | Primary Risk / Microbial Group | Shelf Life Impact |
| < 0.60 | < 9% | No microbial growth; limited lipid oxidation | Stable for 12+ months |
| 0.60–0.70 | 9–12% | Xerophilic mold germination possible | 6–12 months with proper packaging |
| 0.70–0.80 | 12–14% | Aspergillus spp., Penicillium spp. active | 3–6 months; mycotoxin risk elevated |
| 0.80–0.90 | 14–18% | A. flavus, Fusarium spp.; aflatoxin/fumonisin production | < 3 months; regulatory action levels likely exceeded |
| > 0.90 | > 18% | Bacteria, Fusarium spp.; rapid spoilage | Days to weeks; feed unsafe for use |
Research confirms that stored grains exceeding 13–14% MC commonly reach the aw threshold (> 0.82) required for Aspergillus flavus and Fusarium verticillioides to colonize and begin producing mycotoxins such as aflatoxins and fumonisins. The optimal conditions for aflatoxin-producing molds are a temperature of 22–29°C combined with an aw of 0.90–0.99.
It is important to note that aw is temperature-dependent: at higher temperatures, a given MC corresponds to a higher aw. This means that feed stored at 35°C has a meaningfully higher biological risk than the same feed at 20°C, even with identical MC. Manufacturers in hot climates should therefore set MC targets at the lower end of the acceptable range (11–12%) to maintain aw below 0.70 across seasonal temperature variation.
3. Spoilage Mechanisms Under High Humidity
3.1 Mycotoxin Accumulation
Mycotoxins are perhaps the most serious consequence of high-humidity storage. A study tracking OTA (ochratoxin A) dynamics in corn silage found that concentrations increased from approximately 12 µg/kg at the start of the ensiling period to > 240 µg/kg at silo opening—a 20-fold increase attributable to continued fungal metabolic activity under humid anaerobic conditions. Zearalenone (ZEA) oscillated between 40 and 170 µg/kg over the same period, while total aflatoxins (AFB1 + B2 + G1 + G2) varied non-linearly and independently of fungal counts, highlighting the decoupled nature of toxin accumulation from visible mold biomass.
EU maximum permitted levels for key mycotoxins in complete feed are: AFB1 ≤ 0.01 mg/kg (dairy cattle), DON ≤ 5 mg/kg (pigs), ZEA ≤ 0.5 mg/kg (sows), and OTA ≤ 0.25 mg/kg (poultry). Under high humidity storage without intervention, these thresholds can be exceeded within weeks in susceptible matrices.
3.2 Lipid Oxidation
Exposure to elevated temperatures and moisture induces rancidity through oxidation of unsaturated fatty acids. Lipids are converted into hydroperoxides, which decompose into volatile aldehydes, ketones, esters, and hydrocarbons, producing a rancid odor that reduces palatability and feed intake. This reaction is accelerated at temperatures above 25°C and is particularly damaging in feeds with high fat inclusion (> 4%) such as broiler finisher or aquafeed. Recommended storage conditions for preventing rancidity: temperature < 21°C (70°F) and RH ≈ 50%.
3.3 Nutritional Degradation
High humidity accelerates the degradation of heat-labile and moisture-sensitive nutrients. Vitamin A, E, B2, and B6 are particularly vulnerable. A controlled pelleting study found that following high-temperature stabilization at 85–90°C post-pelleting (used for pathogen inactivation), vitamin A recovery declined significantly compared to unpelleted mash, with the stabilization step having a greater effect than pelleting itself. Water-soluble vitamins in contact with free moisture undergo hydrolytic degradation, while vitamin E undergoes oxidative destruction in the presence of both water and oxygen.
3.4 Bacterial Contamination
Pathogenic bacteria including Salmonella spp. and Listeria monocytogenes require aw > 0.94 and > 0.90 respectively for growth, placing them primarily as post-processing recontamination risks rather than storage hazards in properly dried feed. However, under high humidity conditions without adequate preservation, Salmonella can persist in feed for weeks. African Swine Fever Virus (ASFV) has been shown to be inactivated by heating at 70°C for 30 min or at 85°C for 5 min, which has driven adoption of high-temperature post-pelleting stabilization protocols in endemic regions.
4. Control Strategies
4.1 Process Engineering: Conditioning, Pelleting, and Cooling
The pelleting process offers a primary opportunity for moisture reduction. Steam conditioning typically occurs at 65–90°C; pellets exiting the die carry a moisture content of 14–17% at temperatures of 75–95°C. Subsequent counterflow cooling reduces both temperature (from ~80°C to ~25°C) and MC. Post-cooling, MC should fall to 10–12%, yielding a shelf life extension of up to 6–12 months compared to uncooled product, and approximately 30% less pellet breakage due to increased hardness.
The total moisture loss during the complete pelleting process is typically 1.0–1.5%. During pelleting itself, temperature increases 8–15°C due to friction and extrusion, while MC decreases approximately 0.5%. The conditioning step, while not significantly affecting vitamin retention directly, is critical for starch gelatinization and pathogen reduction.
Table 2. Effect of Post-Pelleting Cooling on Feed Moisture Content and Shelf Life
| Stage | Temperature (°C) | Moisture Content (%) | Notes |
| After conditioning | 65–90 | 14–17 | Steam added; high microbial kill |
| After pelleting die | 75–95 | 14–16 | Frictional heat; 0.5% MC loss |
| After counterflow cooling | ≤ ambient + 5°C | 10–12 | Target < 12% for adequate shelf life |
| After packaging (target) | Ambient | 11–13 | aw < 0.70 required |
A conditioning temperature of 82–83°C for 90–120 s is commonly used for piglet diets, while finishing pig diets are typically conditioned at 82°C for 90 s. High-temperature post-pelleting stabilization at 85–90°C for 8.5–9 min is employed for ASFV risk reduction, though this imposes additional vitamin loss that must be compensated through premix overages.
4.2 Chemical Preservation: Organic Acid Mold Inhibitors
Organic acid-based mold inhibitors are the most widely used chemical tool for shelf life extension under high humidity conditions. Propionic acid is the benchmark active ingredient, classified as GRAS by the USDA and approved by EFSA. Its mechanism involves passive diffusion across the fungal cell membrane in undissociated form, followed by dissociation in the near-neutral intracellular environment, releasing protons that acidify the cytoplasm and inhibit enzymatic activity and nutrient transport.
Recommended dosages scale with grain moisture content. For grain at 14% MC, approximately 2 lb/ton (0.1%) of propionic acid provides protection for up to one year. In humid climates where grain MC reaches 20–25% post-harvest, higher application rates are required. Published dosage guidelines (Eastman, EFSA) set maximum safe levels at 10 g/kg complete feed for poultry and 30 g/kg for pigs. The effective inhibitory concentration range for propionic acid against common feed molds is 0.05–0.25% by weight, depending on species and matrix.
Buffered formulations (ammonium propionate, calcium propionate) reduce equipment corrosion and improve palatability at equivalent antifungal efficacy. A comparative study using buffered propionic acid (75% active) vs. a multi-acid blend (Ultra CURB, 82% total organic acids) at 2, 4, and 6 lb/ton showed that at 4 lb/ton, the multi-acid blend completely eliminated wild yeast growth over a 12-hour test period, while the buffered propionic acid allowed initial yeast growth in the first 8 hours before suppression. For yeast-specific concerns, acetic and sorbic acids outperform propionic acid as they are more effective inhibitors of wild yeast growth.
Table 3. Organic Acid Preservatives: Active Ingredients, Mechanisms, and Application Parameters
| Active Ingredient | Target Organism | Effective Concentration | Max. Dosage (Feed) | Key Advantage |
| Propionic acid | Molds, some bacteria | 0.05–0.25% (w/w) | 10 g/kg (poultry); 30 g/kg (swine) | Broad antifungal; GRAS, EFSA approved |
| Ammonium propionate | Molds | 0.1–0.3% (w/w) | Equivalent to propionic acid | Reduced corrosivity vs. free acid |
| Calcium propionate | Molds | 0.2–0.5% (w/w) | Equivalent to propionic acid | Dry application; dust-free handling |
| Formic acid | Bacteria (Salmonella) | 0.05–0.15% (w/w) | 6 g/kg (all species) | Bactericidal; pH reduction |
| Sorbic acid / potassium sorbate | Yeasts, molds | 0.025–0.1% (w/w) | 1 g/kg typical | Superior yeast inhibition |
| Acetic acid | Molds, yeasts | 0.1–0.5% (w/w) | Buffered forms preferred | Cost-effective; broad spectrum |
4.3 Packaging Technology
Packaging represents the last line of defense against ambient humidity after manufacture. The primary performance parameter is Water Vapor Transmission Rate (WVTR), measured in g/m²/day. Standard woven polypropylene (PP) bags have high WVTR (> 50 g/m²/day) and provide minimal moisture protection. Laminated multi-layer bags (PE/BOPP, PE/Al foil) reduce WVTR to 1–5 g/m²/day and are appropriate for premium and export feeds with extended shelf life targets.
Modified Atmosphere Packaging (MAP) for animal feed involves replacing oxygen inside the sealed package with nitrogen (N₂) or a N₂/CO₂ blend. Nitrogen (inert, 99%+ purity) prevents oxidative rancidity and inhibits aerobic mold and bacterial growth. CO₂ at 20–40% concentration provides additional antimicrobial activity by dissolving into surface moisture to create a locally acidic environment. Standard atmospheric composition (78% N₂, 21% O₂, 0.03% CO₂) is modified to target O₂ concentrations of 1–5% in active MAP systems.
For moisture-sensitive specialty feeds (medicated feeds, premixes, heat-sensitive vitamin premixes), desiccant sachets (silica gel, molecular sieve) inserted within sealed packaging can maintain internal RH below 40% over 6–12 months. Oxygen absorbers (iron-based) are used in combination with low-O₂ packaging to further reduce oxidative degradation.
4.4 Storage Conditions and Environmental Control
Feed should be stored at temperatures below 21°C (70°F) with ambient RH ≈ 50%. Relative humidity above 65% significantly increases the risk of surface condensation and moisture ingress, particularly when temperature differentials exist between product and ambient air (a common phenomenon during seasonal temperature changes or in poorly insulated facilities). Warehouse ventilation design should maintain adequate airflow to prevent humidity pockets, and storage areas should be monitored with calibrated temperature/RH dataloggers recording at minimum 15-minute intervals.
Recommended maximum storage durations for properly manufactured and packaged dry pelleted feed under controlled conditions (T < 21°C, RH < 55%): complete feeds 3–6 months; natural-ingredient laboratory animal diets up to 6 months from date of manufacture; specialty or medicated diets may have shorter manufacturer-specified shelf lives.
4.5 Real-Time Moisture Monitoring
Modern feed mills deploy inline moisture sensors at multiple process points. Microwave resonance sensors measure dielectric properties of water molecules continuously and non-invasively in bulk solids, providing real-time MC data for process control. Near-infrared (NIR) sensors provide complementary surface moisture and compositional analysis. Microwave technology is superior for bulk measurement in conditioners and coolers, while NIR excels at rapid finished-product QC. The two technologies are considered complementary rather than competing.
Sensor placement in a fully instrumented mill typically covers: (1) raw material intake before storage silos; (2) post-mixing/pre-conditioning mash; (3) conditioner outlet; (4) post-cooling finished pellets; and (5) final product before bagging. This multi-point approach enables real-time feedback control to maintain target MC within ±0.3% across production runs.
5. Integrated Approach and Practical Recommendations
No single intervention is sufficient to guarantee feed shelf life under high humidity conditions. An integrated approach combining process control, chemical preservation, appropriate packaging, and storage management is required. The following framework is recommended based on the evidence reviewed:
Table 4. Decision Matrix for Shelf Life Control Interventions Based on Ambient Humidity
| Ambient RH | Risk Level | Process Target MC (%) | Organic Acid Dosage | Packaging Requirement | Expected Shelf Life |
| < 60% | Low | 12–13% | 0.05–0.10% propionic acid | Standard woven PP bag | 4–6 months |
| 60–75% | Moderate | 11–12% | 0.10–0.20% propionic acid or blend | Laminated PE/PP bag (WVTR < 10) | 3–4 months |
| 75–85% | High | 10–11% | 0.15–0.25% multi-acid blend | Laminated bag + desiccant sachet | 2–3 months |
| > 85% | Very High | ≤ 10% | 0.20–0.30% multi-acid blend | MAP (N₂/CO₂) + moisture barrier | 1–2 months max |
For feed destined for high-humidity environments or export to tropical markets, the combination of: (a) a post-cooling MC of ≤ 11%, (b) a multi-organic acid preservative blend at 0.15–0.25% inclusion, (c) laminated packaging with WVTR < 5 g/m²/day, and (d) storage at T < 25°C represents the minimum specification to achieve a 3-month shelf life with acceptable mycotoxin risk.
For short-term (< 30 day) on-farm storage in open bags under tropical conditions (RH > 80%, T > 30°C), only feeds treated with organic acids and stored in shaded, ventilated structures can be considered acceptably safe. Under these conditions, regular visual inspection and aw spot-testing (using portable aw meters, accuracy ±0.003 aw) should be conducted weekly.
6. Conclusion
High ambient humidity remains one of the most challenging variables in animal feed shelf life management. The water activity concept provides a scientifically robust framework for predicting and controlling microbial spoilage risk, with aw = 0.70 as the critical threshold for safe dry feed storage. Mycotoxin accumulation under humid storage conditions can be rapid and non-linear, with OTA levels documented to increase 20-fold during silo storage, underscoring the inadequacy of relying solely on visual mold assessment.
Process engineering—particularly counterflow cooling to achieve post-pelleting MC of 10–12%—provides the foundation for shelf life control. Chemical preservation with propionic acid and multi-acid blends at species-specific maximum dosages (10 g/kg for poultry; 30 g/kg for swine) extends protection against mold and mycotoxin development. Appropriate packaging, ranging from laminated bags to nitrogen-flushed MAP systems, forms the final barrier against environmental moisture ingress. Real-time sensor-based monitoring enables the process consistency required to deliver products reliably within target specifications.
Future research priorities include the development of predictive shelf life models integrating real-time aw, temperature, and packaging permeability data; optimization of multi-acid blend formulations for broad-spectrum efficacy at reduced inclusion rates; and validation of portable, low-cost aw monitoring tools for on-farm use in resource-limited settings.