Moisture control is a central determinant of quality, safety, yield, and profitability in commercial animal feed manufacturing. Global compound feed production reached 1.396 billion metric tonnes in 2024—a 1.2% increase over the prior year—and the compound annual cost of uncontrolled moisture loss across this volume is substantial. Industry data estimate that evaporative moisture losses alone account for 1–3% of total finished feed weight, equivalent to approximately 40 million tonnes of saleable product lost per year industry-wide.
This report analyses moisture behaviour at each stage of the feed production process—raw material intake, grinding, mixing, steam conditioning, pelleting, cooling, and storage—identifying the sources, mechanisms, and magnitudes of moisture gain and loss. It further reviews measurement technologies (NIR, microwave resonance, RF sensors), control strategies, moisture-retention additives, and the relationship between moisture content (MC) and water activity (aw) as a feed safety indicator. Regulatory standards and economic implications are also addressed. The report is intended as a technical reference for feed mill engineers, quality managers, and production supervisors.
1. Introduction and Industry Context
In the animal feed industry, moisture is simultaneously an asset and a liability. Properly managed, it improves pellet durability, reduces energy consumption, enhances starch digestibility, and adds saleable weight to finished product. Poorly managed, it drives mould growth, mycotoxin production, pellet disintegration, and financial loss through product shrinkage.
The scale of the industry makes precision in moisture management commercially critical. According to the 2025 Alltech Agri-Food Outlook, which draws on data from 28,235 feed mills across 142 countries, global compound feed production reached 1.396 billion metric tonnes in 2024. The ten highest-producing countries—led by China, the United States, Brazil, and India—accounted for 65.6% of that total. Poultry feed remained the largest single species segment, with broiler feed up 1.8% and layer feed up 1.4% year-on-year.
Against this backdrop, even fractional improvements in moisture retention translate into large absolute revenue gains. For a mill producing 150,000 tonnes per year, a consistent 0.5-percentage-point increase in retained moisture yields an additional 750 tonnes of finished feed per annum without any additional raw material cost. Conversely, mills that fail to manage moisture systematically silently lose margin at every production stage.
This report synthesises published experimental data, commercial trial results, and engineering principles to provide technical personnel with a comprehensive, evidence-based guide to moisture control in animal feed production.
2. Fundamental Concepts
2.1 Moisture Content (MC)
Moisture content is the most commonly reported moisture metric in feed manufacturing. It is typically defined on a wet-weight basis and expressed as a percentage of total sample mass. It reflects how much total water—bound and free—is present in a feed sample.
Raw materials entering a typical feed mill carry an average MC of approximately 12%, though this varies considerably by ingredient type, harvest season, geographic origin, and storage history. Cereal grains such as maize and wheat tend toward lower MC, while by-products such as distillers dried grains with solubles (DDGS) or wet beet pulp may vary more widely. Across the full production process, finished feed MC is typically 0.5–1.0 percentage points lower than the initial raw material MC, reflecting net evaporative losses.
2.2 Water Activity (aw)
Water activity (aw) is a thermodynamic measure of the availability of water for biological and chemical reactions. It is defined as the ratio of the vapour pressure of water in the feed to the vapour pressure of pure water at the same temperature, on a dimensionless scale from 0 (bone dry) to 1.0 (pure water).
Unlike MC, which measures total water, aw captures only free, unbound water—the fraction available for microbial growth and chemical spoilage reactions. Two feed samples with identical MC values can have markedly different aw values depending on the degree to which water is bound within the feed matrix. This distinction is critical for feed safety:
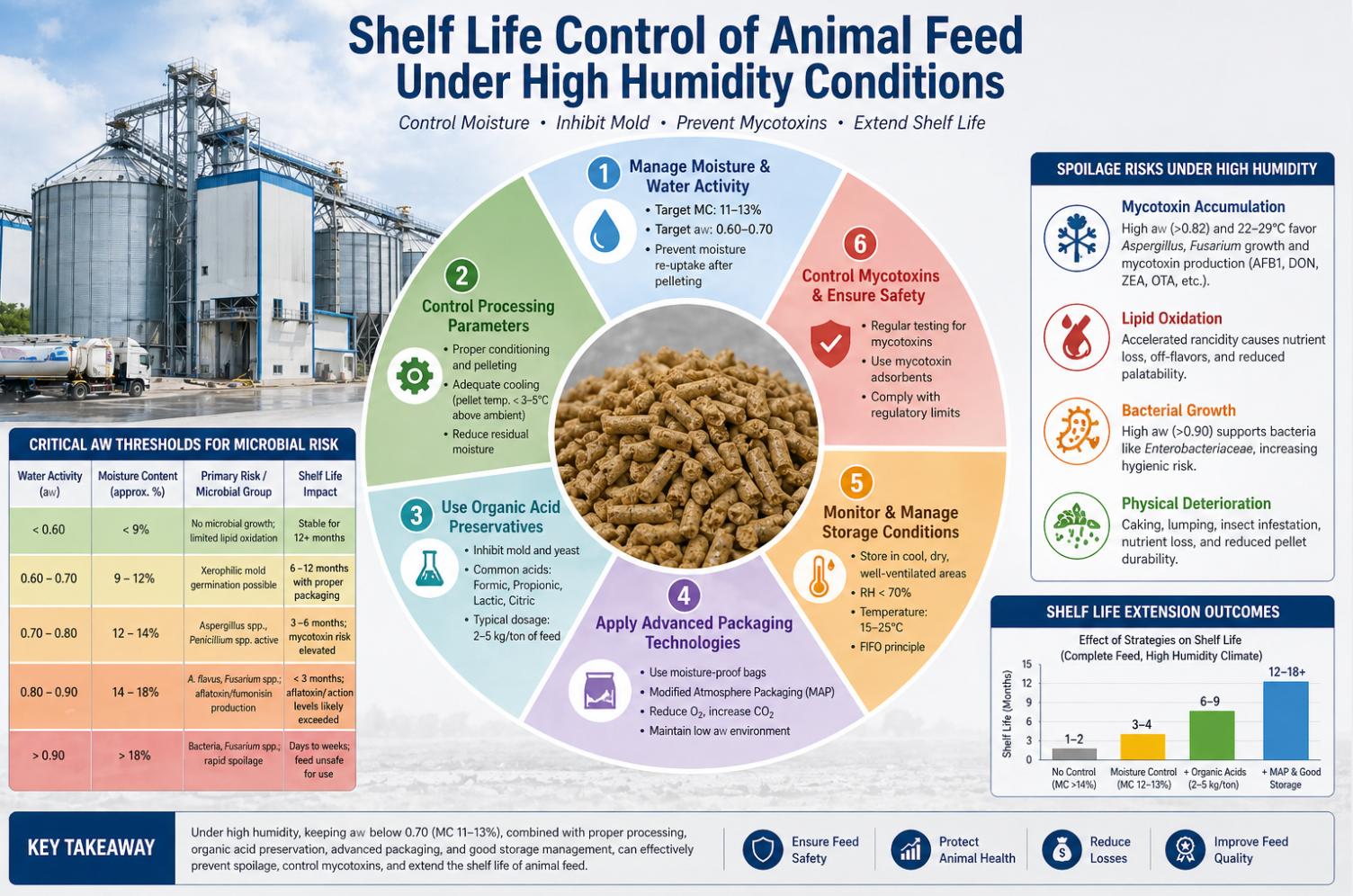
- Most bacterial pathogens—including Salmonella spp.—cannot proliferate below aw 0.90
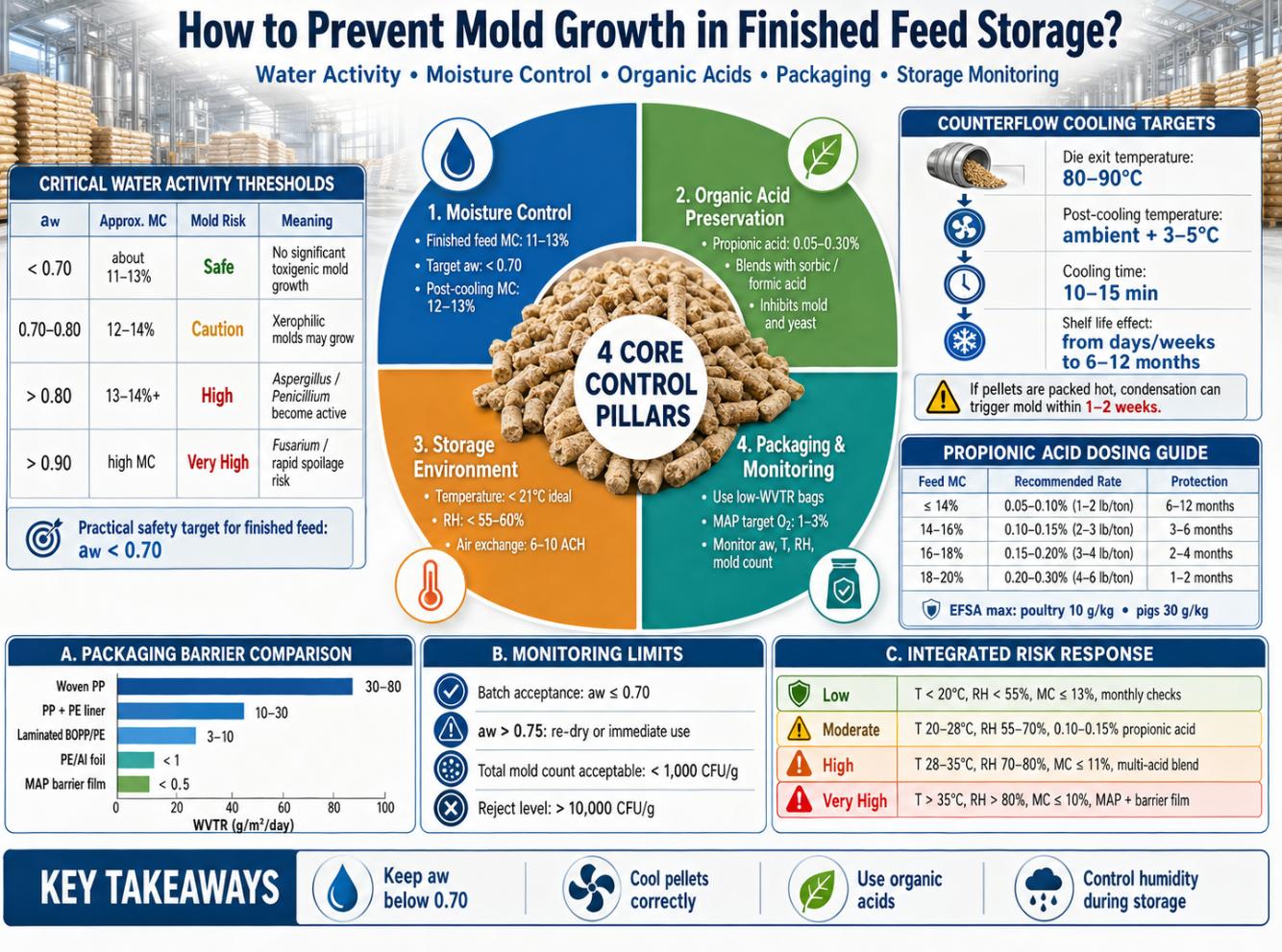
- Most moulds are inhibited below aw 0.65
- Xerophilic and osmophilic organisms can grow below aw 0.70, but all microbial growth ceases below aw 0.60
- The accepted upper limit for quality-compliant finished feed is aw ≤ 0.70; values above this threshold are considered at-risk
The regulatory significance of aw is well established. The US FDA has codified aw ≤ 0.85 as a threshold for food safety determinations (21 CFR Parts 108, 113, 114), and similar principles are applied in feed safety frameworks globally.
2.3 The Relationship Between MC, aw, and Pellet Quality
MC and aw interact non-linearly. Surface-applied water (e.g., from steam condensate or mixer atomisation) remains as free water on particle surfaces, raising aw without proportionately increasing nutritional value or pellet binding. Properly absorbed and distributed water, by contrast, participates in starch gelatinisation, forms liquid bridges between particles during conditioning, and solidifies into strong inter-particle bonds on cooling—producing durable pellets at controlled aw levels.
The goal of moisture management is therefore not simply to maximise MC but to optimise the proportion of bound vs. free water at each stage of production, achieving target finished product MC while keeping aw within safe limits.
| Parameter | Typical Range / Value | Process Relevance |
| Raw material MC (average intake) | ~12% | Baseline for process moisture planning |
| Moisture loss during grinding | 0.5–1.5% | Friction heat drives vapour loss |
| Mixer water addition (max) | ≤2% of mash weight | Higher addition reduces retention efficiency |
| MC after steam conditioning | 14.0–15.5% | Optimal range for pellet binding |
| Conditioning temperature target | 78–83°C | Pathogen reduction; starch gelatinisation |
| Hot pellet MC (exit of die) | 17–18% | Requires cooling before packaging |
| Finished pellet MC after cooling | 12–13% | Target for storage stability |
| Finished pellet MC upper limit | ≤13% | Upper safety threshold (mould risk) |
| Finished feed aw target | ≤0.70 (ideally ≤0.65) | Mould and microbial safety limit |
| Net MC change (raw to finished) | −0.5 to −1.0% | Net loss despite multiple addition points |
Table 1. Key moisture parameters across the animal feed production process.
3. Moisture Dynamics Across the Production Process
Moisture is not a static property. It changes—sometimes significantly—at every stage of the feed manufacturing line. Figure 1 below summarises the moisture journey; the following sections analyse each stage in detail.
3.1 Raw Material Receiving and Storage
Incoming raw materials arrive with variable MC depending on crop season, country of origin, transport conditions, and storage duration. Cereals delivered immediately post-harvest in temperate climates may carry MC near 14–16% if not pre-dried, whereas materials that have been stored or kiln-dried may arrive at 10–11%. This variability is a primary source of process instability.
Temperature gradients between bulk storage silos and ambient air drive moisture migration within stored grain. Condensation on cool silo walls or in inter-particle air spaces creates localised zones of elevated aw, promoting mould germination and mycotoxin production before any manufacturing step begins. Effective silo management—including temperature monitoring, aeration control, and first-in-first-out rotation—is a prerequisite for downstream moisture control.
Technical recommendation: NIR or microwave moisture analysers deployed at intake allow batch-by-batch MC documentation. This data informs recipe adjustments at mixing and conditioning, reducing the need for reactive corrections later in the process.
3.2 Grinding (Hammer Milling)
Hammer mills dominate the grinding stage in commercial feed production. High-speed rotor impact and rotor-screen friction generate heat inside the grinding chamber; temperatures typically rise 45–50°C above ambient. This heat causes evaporative moisture loss from the mash:
- Moisture loss during grinding is generally 0.5–1.5% of ingredient MC
- Finer particle size targets increase grinding time and friction, amplifying moisture loss
- Higher-MC ingredients lose proportionately more moisture during grinding, while also requiring more specific energy (kWh per tonne) to achieve the same particle reduction
- Maximum moisture loss in the grinding stage can approach 1.0% under high-MC, fine-grind conditions
The particle size produced by grinding also affects downstream moisture behaviour: finer particles have greater specific surface area, absorb conditioning steam more rapidly and uniformly, and facilitate better starch gelatinisation. However, over-grinding increases dust and fines, and exacerbates moisture loss at this stage.
3.3 Mixing
The mixer is the first major opportunity for deliberate moisture addition. When mash MC entering the mixer falls below approximately 12.5%, atomised water addition is recommended. Industry practice limits this addition to a maximum of 2% of mash weight.
However, water retention efficiency at the mixer is inherently limited. Published trial data show that only 40–65% of water added in the mixer is retained in the final pellet; the remainder evaporates during conditioning and cooling. This efficiency declines as addition volume increases:
| Water Added in Mixer (% mash weight) | Finished Product MC (%) | Estimated Retention Rate |
| 0.0% (control) | 11.02% | Baseline |
| 0.5% | 11.33% | ~65% |
| 1.5% | 12.01% | ~65% |
| 2.5% | 12.32% | ~50% |
Table 2. Effect of mixer water addition on finished product MC and water retention rate. Source: RICHI Machinery / Feed & Additive Magazine.
Hot water addition (rather than ambient-temperature water) reduces the risk of mould development on mash surfaces and distributes more evenly within the particle matrix. The use of surfactant-based hydrating solutions—water combined with liquid organic acid preparations—further improves distribution uniformity by reducing surface tension.
Oil and fat addition sequencing matters: hydrating solutions should be added after dry mixing but before oil addition, as oil coats particle surfaces and significantly reduces subsequent wettability.
3.4 Steam Conditioning
Steam conditioning is the most impactful single process step for moisture and heat input in the pelleting circuit. A conditioner adds both sensible heat (raising mash temperature via steam condensate) and bound moisture. Industry benchmarks:
- Good-quality (saturated, dry) steam raises mash temperature by approximately 16°C for each 1% of moisture added
- Target post-conditioning MC: 14.0–15.5%—the optimal window for pellet binding and starch gelatinisation
- Target conditioning temperature: 78–83°C for most livestock and poultry feeds; 50–90°C is the broader range identified by researchers as improving pellet quality and starch/DM/crude protein digestibility
- At 14% mash MC, 80% steam quality, long retention time, and conditioning to 82.2°C: maximum Pellet Durability Index (PDI) of 88% has been recorded in controlled trials
Steam quality is a frequently underestimated variable. Wet steam (carrying liquid condensate) introduces free surface water rather than absorbed bound moisture, elevating aw without improving pellet quality and potentially causing plug-ups at the die. Superheated steam, conversely, provides heat but insufficient moisture for proper gelatinisation. Maintaining saturated, dry steam requires steam separators, appropriate pipe sizing, and pressure regulation upstream of the conditioner.
Environmental and raw material conditions interact with conditioning outcomes. When grain MC is low (< 9%) and ambient temperature is high (~40°C), steam addition may achieve target temperature (83°C) but reach only 12.4% post-conditioning MC—insufficient for optimal pelleting without supplemental mixer water. Adaptive conditioning control, informed by real-time MC measurement, is essential to manage this variability.
| Conditioning Scenario | Mash MC (%) | Steam Quality (%) | Retention Time | PDI Achieved |
| Optimal (CPM conditioner) | 14% | 80% | Long | 88% |
| Sub-optimal moisture | 12% | 80% | Long | Lower than 88% |
| Low steam quality | 14% | 70% | Short | 88% (equivalent) |
| High temp, low MC raw material | 12.4% (max) | Saturated | Standard | Reduced |
Table 3. Conditioning parameters and associated PDI outcomes. Source: Journal of Feed Science / ResearchGate (Moritz et al., 2002).
3.5 Pelleting
The pellet press die and rollers impose significant frictional heat and pressure on the conditioned mash. This mechanical action drives further moisture loss:
- Pellets exit the die at 70–90°C and 17–18% MC, reflecting the combined effect of conditioning moisture and frictional heat
- At higher conditioning temperatures (85°C vs. 74°C), slower die speeds produce lower hot-pellet MC due to extended residence time in the die chamber
- Die and roll geometry, die L/D (length-to-diameter ratio), and throughput rate all influence the moisture-temperature profile inside the press
The pellet press typically accounts for approximately 50% of total feed mill energy consumption. Moisture at the die-mash interface acts as a lubricant, reducing friction between the mash column and the die bore. Well-hydrated mash reduces specific energy consumption per tonne, extends die service life, and improves pellet surface quality. This lubricating effect is one mechanism by which pre-pelleting hydrating solution application reduces operating costs.
3.6 Cooling
Hot, moist pellets (70–90°C, 17–18% MC) exiting the pellet press must be cooled before packaging or storage. Counterflow (countercurrent) coolers are the dominant technology in medium-to-large feed mills: cold ambient air flows upward through a downward-moving bed of hot pellets, achieving gradual, uniform heat and moisture exchange.
Cooling performance targets:
- Temperature reduction: from 80–90°C at cooler inlet to ambient +3–5°C at outlet
- MC reduction: from 17–18% at inlet to 12–13% at outlet
- Poultry feed inlet: ~85°C; cattle feed with molasses: ~65°C
- Outlet temperature should be no more than 5°C above ambient temperature
The counterflow design reduces pellet cracking rate by over 90% compared to shock-cooling designs, by avoiding thermal stress from sudden temperature differentials. The octagonal cooling chamber design eliminates cooling blind spots, ensuring consistent temperature and MC uniformity across all pellets in a batch.
Environmental conditions critically affect cooling performance. In hot, arid climates with low relative humidity (RH), inlet air has high moisture-absorptive capacity—removing more moisture than in temperate or humid conditions. This creates excess evaporative loss, resulting in finished MC below target and significant financial loss through underweight bags. Conversely, in high-humidity environments, insufficient moisture removal may leave pellets above target MC.
The theoretically correct cooling output is a finished MC close to the original mash MC before steam conditioning. In practice, finished product MC is consistently 0.5–1.0% below raw material MC, because steam conditioning adds saturated surface moisture that evaporates readily during cooling.
3.7 Post-Cooling: Storage, Bagging, and Transport
Once cooled and bagged, feed continues to interact with its environment. Moisture exchange between packaged feed and ambient air is governed by the equilibrium relative humidity (ERH) concept: if the storage RH exceeds the product’s aw-equivalent RH, the feed absorbs moisture; if lower, it desorbs. This dynamic is a major source of field complaints about mould in bagged feed.
Key post-cooling moisture risks:
- Localised mould within packages (most common failure mode)—caused by temperature gradients driving moisture migration to cooler bag surfaces
- Surface mould on individual pellets—typically from insufficient cooling or elevated aw at bagging
- Bulk mould in bins or warehouses—rare but caused by inadequate cooler performance or damaged packaging
Moisture-barrier packaging (multi-layer woven polypropylene or laminated bags) and controlled warehouse temperature and RH are the primary engineering controls at this stage. Antifungal additives incorporated during mixing or conditioning provide an additional chemical barrier against mould development during storage.

4. Moisture Measurement Technologies
4.1 Near-Infrared (NIR) Spectroscopy
NIR spectroscopy is the most widely deployed technology for in-line and at-line moisture measurement in feed mills. NIR sensors project near-infrared light (typically 700–2,500 nm wavelength) at the feed surface; water molecules absorb characteristic NIR wavelengths, and the reflected spectrum is used to calculate MC via regression models calibrated to the specific feed type.
Key performance characteristics:
- Measurement accuracy: a well-calibrated in-line NIR system typically achieves a Standard Error of Prediction (SEP) of ±0.1–0.2% MC
- Non-destructive and continuous: no sample preparation required; suitable for belt conveyors, chutes, and mixer discharge points
- Multi-parameter capability: NIR can simultaneously quantify protein, fat, starch, and moisture in a single scan
- Limitation: NIR measures reflected signal from a shallow surface layer (a few millimetres); bulk material behaviour, particle size, and colour variation can affect accuracy without appropriate spectral correction
Modern NIR sensors, such as the IR3000-F series, can store up to 50 product calibrations in a single unit, allowing seamless switching between feed formulations without recalibration. Performance is unaffected by product height, colour, ambient temperature, or lighting conditions, with integrated software compensating for conveyor surfaces, inert materials, and small product gaps.
For livestock compound feed, regulatory moisture thresholds are typically 12–14%; NIR-based control systems maintain finished product MC within ±0.2% of target across batch production.
4.2 Microwave Resonance Sensors
Microwave sensors measure the dielectric properties of water molecules in the feed matrix. Because water has a dielectric constant approximately 80 times higher than dry feed matter at microwave frequencies, even small changes in MC produce measurable changes in the transmitted or reflected microwave signal.
Advantages of microwave technology:
- Volumetric measurement: microwave energy penetrates the bulk of the material, not just the surface—providing a true bulk MC reading unaffected by surface moisture gradients
- Robustness in harsh environments: microwave sensors function reliably at the high temperatures and humidities present inside conditioners and at pellet press discharge
- Density-independent operation: multi-frequency microwave sensors correct for particle size and density variation, improving measurement accuracy in variable feed compositions
- IEEE-documented field deployment: published studies confirm reliable performance in De-oiled Soya Cake and cattle feed processing plants using waveguide-calibrated free-space sensors
Microwave and NIR technologies are complementary rather than competing. Microwave excels in bulk, continuous-flow measurement where bulk volumetric readings are needed; NIR provides higher-resolution multi-parameter analysis at secondary stages. Deploying both strategically across the production line delivers the most comprehensive moisture control system.
4.3 Radio Frequency (RF) Sensors
RF sensors operate on dielectric measurement principles similar to microwave but at lower frequencies. They are particularly suitable for laboratory instantaneous measurement of raw materials and finished feed, and for in-bin monitoring of grain storage facilities. RF devices offer non-destructive measurement and can be used for batch quality checks without requiring sample preparation.
4.4 Laboratory Reference Methods
Regulatory compliance and calibration of in-line sensors require periodic verification against laboratory reference methods, as specified by AAFCO (Association of American Feed Control Officials) and equivalent bodies:
- Loss on Drying (LOD) at 105°C: standard method for most dry feeds; results expressed as % moisture lost on heating. Note: LOD may overstate true water content if volatile compounds (e.g., volatile fatty acids in ensiled materials) are co-evaporated
- Karl Fischer Titration (AOAC 2001.12 for animal feed): chemical titration method measuring true water content; more selective than LOD but more time-consuming
- Toluene Distillation (AOAC 925.04): used for high-fat or high-oil feeds where LOD is unreliable
- Hyperspectral NIR Imaging: emerging research technique combining spatial and spectral information; demonstrates potential for non-destructive, rapid MC mapping across the entire surface of feed samples
| Technology | Measurement Type | Accuracy (SEP) | Best Application Stage | Key Advantage |
| NIR in-line sensor | Surface reflectance | ±0.1–0.2% MC | Post-mixer, post-cooler | Multi-parameter; fast; non-contact |
| Microwave resonance | Bulk dielectric | ±0.2–0.3% MC | Conditioner, post-die | Volumetric; robust at high temp/humidity |
| RF sensor (laboratory) | Dielectric | ±0.1–0.2% MC | Intake QC, finished product | Instantaneous; non-destructive |
| Loss on Drying (LOD) | Mass loss | ±0.2% MC | Lab reference / calibration | Simple; widely accepted by regulators |
| Karl Fischer Titration | Chemical (true water) | ±0.1% MC | Lab reference for high-fat feeds | True water content; specific |
Table 4. Comparison of moisture measurement technologies used in feed production.
5. Moisture Control and Retention Technologies
5.1 Closed-Loop Process Control Systems
The most effective moisture management strategy integrates real-time measurement with automated process adjustment. A closed-loop control system uses live MC readings from in-line sensors to modulate process variables—steam flow rate, water addition dosing, cooler retention time, or airflow—maintaining target MC within specified tolerance bands despite raw material variability and environmental fluctuations.
A Moisture Dosing System (MDS) is the most common implementation at the mixing stage:
- PLC-controlled dosing controller with a pre-set water-to-additive ratio
- Integrated mixing tank combining water and liquid organic acid solution
- Electromagnetic flow meter ensuring precise volumetric delivery (±0.5% dosing accuracy)
- Flat-spray nozzles inside the mixer for uniform distribution over the mash surface
- Addition sequence: after dry mixing, before oil/fat addition
At the conditioning stage, automated steam pressure control valves, coupled with temperature probes at conditioner outlet, maintain target temperature within ±2°C. Modern systems integrate conditioner temperature feedback with die throughput data to dynamically adjust steam supply.
5.2 Surfactant-Based Additives
Surfactants reduce the surface tension of water, enabling it to penetrate feed particle interiors rather than pooling on surfaces. This conversion of free surface water into absorbed, bound moisture is mechanistically important: it reduces aw without reducing MC, and promotes more uniform distribution of moisture throughout the feed particle cross-section.
Surfactants are typically incorporated as part of multi-component moisture management products rather than as standalone inputs. Their principal functions in feed processing are:
- Improving wettability of feed particles by water and hydrating solutions
- Facilitating even distribution of co-applied organic acids across particle surfaces
- Reducing die friction by acting as a process lubricant
5.3 Organic Acid–Glycerol Ester Products
A generation of moisture retention products is based on propionic acid esterified to glycerol, combined with buffered formic acid and surfactants. The ester bond between propionic acid and glycerol is covalently stable and less corrosive than propionic acid salts, ensuring longer propionic acid retention in the feed matrix—extending antifungal activity over the product shelf life.
Glycerol is a highly effective humectant: its hydroxyl groups bind water molecules, reducing free water availability and lowering aw. The combination of glycerol’s humectant action with the surfactant’s distribution-enhancing effect produces a synergistic result.
Commercial trial data (8-mill meta-analysis):
- Moisture retention increased by 98.2% compared to control
- PDI improved by 13.4% compared to control
- Maximum aw of 0.64 achieved at 12.4% feed MC—within the safe zone below the mould threshold of 0.65
- In aqua-feed trials: aw stabilised below 0.55 even with a 4% MC increase over control
- Enterobacteriaceae counts maintained below 2,400 CFU/g in moisture-challenged feed
These results demonstrate that properly formulated moisture retention products can simultaneously increase finished feed weight (yield), improve pellet structural integrity, and maintain microbiological safety at elevated MC levels—resolving the traditional trade-off between moisture retention and feed safety.
5.4 Antifungal (Mould Inhibitor) Integration
Moisture control and antifungal protection are complementary strategies. Even where aw is maintained below the mould growth threshold of 0.65 during production, post-packaging moisture migration during storage can locally elevate aw to risk levels. Organic acids—propionic acid, buffered formic acid, sorbic acid—inhibit mould germination and growth by disrupting fungal cell membrane integrity.
Practical considerations for antifungal efficacy:
- Propionic acid in free acid form is volatile and depletes from the feed over time; esterified or buffered forms (glycerol propionate, ammonium propionate) provide longer-lasting protection
- Application via hydrating solution ensures co-distribution of antifungal agent with moisture throughout the particle, rather than surface-only coverage
- Antifungal dosage must be calibrated to target aw level, expected storage duration, and storage climate
6. Control Strategy by Production Stage
| Stage | Moisture Event | Target / Limit | Control Action |
| Raw material intake | Variable incoming MC; storage condensation | Document lot MC; flag >14% cereals | NIR at intake; aeration management in silos |
| Grinding | MC loss 0.5–1.5% from friction heat | Minimise excess loss; track pre/post MC | Particle size optimisation; intake MC baseline |
| Mixing | Moisture addition opportunity; risk of over-wetting | Add ≤2% water; target mash MC ≥12.5% | Automated MDS; hot water or hydrating solution |
| Steam conditioning | MC addition 3–4%; temperature target 78–83°C | Post-conditioning MC: 14.0–15.5% | Steam quality monitoring; pressure regulation; NIR feedback |
| Pelleting | MC loss via friction; die lubrication effect | Hot pellet MC: 17–18% at die exit | Throughput optimisation; die L/D ratio selection |
| Cooling | MC reduction from 17–18% to 12–13% | Finished MC ≤13%; temp: ambient +5°C | Airflow control; humidity-adjusted retention time |
| Storage and bagging | Moisture absorption from ambient; migration in bags | aw ≤0.70 in finished product | Moisture-barrier packaging; warehouse RH control; antifungal |
Table 5. Control strategy by production stage.
7. Economic Impact of Moisture Management
7.1 Yield and Revenue
Retained moisture in finished feed is saleable weight. The commercial case for moisture management investment is therefore straightforward: every tonne of moisture retained in finished product is a tonne of revenue realised from the same raw material input.
Industry-wide quantification:
- Uncontrolled evaporative losses: 1–3% of total finished feed weight
- Global feed production 2024: 1.396 billion metric tonnes
- Implied global moisture loss: 14–42 million tonnes of finished feed annually
- At a conservative compound feed value of USD 350/tonne, the lower bound of this loss represents approximately USD 4.9 billion in unrealised revenue globally
At the individual mill level, the arithmetic is equally compelling. For a mill producing 150,000 tonnes per year at a 0.5% improvement in retained moisture: 750 additional tonnes × USD 350/tonne = USD 262,500 in additional annual revenue, from the same raw material volume, with no capital expenditure on raw materials.
7.2 Energy and Operating Cost
Moisture management also affects energy consumption. Hot, well-hydrated mash requires less mechanical work to pass through the die bore: the lubricating effect of evenly distributed moisture reduces friction, lowering specific energy consumption (kWh per tonne of pellet produced). The pellet press accounts for approximately 50% of total mill energy consumption, making even small reductions in pellet press amperage significant in operational terms.
Hydrating solution application data consistently show:
- Reduced pellet press motor load (amperage reduction)
- Extended die service life through reduced metal-to-metal friction
- Lower cracking and fines rates, reducing re-work and loss
7.3 Pellet Quality and Feed Conversion
Pellet Durability Index (PDI) is the principal commercial quality metric for pelletised feed. High PDI reduces dustiness, decreases fines at the farm, and improves feed utilisation by ensuring animals consume a consistent, intact pellet rather than dusty meal.
Moisture-quality data:
- 14% mash MC + saturated steam at 82.2°C + long retention time: PDI = 88% (maximum recorded in controlled trials)
- Organic acid–glycerol ester moisture retention products: PDI improvement of 13.4% in 8-mill commercial meta-analysis
- Insufficient mash moisture → brittle pellets → increased fines → poor feed utilisation → reduced animal performance
It is a common misconception that drier feed improves feed conversion ratio (FCR). In fact, optimal moisture supports starch gelatinisation during conditioning, which improves nutrient digestibility—particularly for starch—and supports improved animal growth performance.
7.4 Feed Safety Costs
Mould contamination in bagged feed leads to product recalls, customer complaints, and—most seriously—mycotoxin production. Mycotoxins (aflatoxins, fumonisins, deoxynivalenol, zearalenone) are stable, heat-resistant compounds that survive feed manufacturing processes and cause subclinical or acute toxicosis in livestock. The cost of a contaminated batch includes not only the direct product loss but also veterinary intervention, reduced animal performance, and reputational damage.
Effective aw management—maintaining aw ≤ 0.65 in finished feed—is the single most cost-effective intervention for mould prevention, because it removes the water availability required for fungal growth regardless of spore load.
8. Regulatory Framework and Standards
Feed moisture and water activity are subject to regulatory oversight and industry quality standards in major markets:
- EU Feed Hygiene Regulation (EC No 183/2005): requires feed business operators to implement Hazard Analysis and Critical Control Point (HACCP) procedures; moisture content at key production stages and finished product aw are recognised Critical Control Points (CCPs) in EU feed safety plans
- US FDA 21 CFR Parts 108, 113, 114: water activity ≤ 0.85 is the regulatory threshold for food safety determinations; the same principle is applied in US feed safety frameworks under FDA’s preventive controls for animal food regulations (FSMA, 21 CFR Part 507)
- AAFCO Methods for Moisture Determination: Loss on Drying (LOD), Karl Fischer Titration (AOAC 2001.12), and Toluene Distillation (AOAC 925.04) are the accepted laboratory methods for moisture determination in animal feeds; AAFCO recommends LOD as the primary routine method for dry compound feeds
- National and regional specifications: many countries specify maximum finished feed MC, commonly ≤13% for livestock compound feed in temperate climates; lower limits (11–12%) apply in tropical markets where ambient humidity accelerates surface moisture absorption
- Species-specific moisture thresholds: dry pet food (kibble) regulatory targets are typically 8–10% MC; livestock compound feeds 12–14% MC
Technical personnel are advised to maintain full traceability records of moisture measurements—from raw material intake through finished product release—as these records support both internal quality management and regulatory audit requirements. HACCP documentation should include: measurement device calibration logs, critical limit definitions for each CCP, corrective action records when limits are exceeded, and verification records of sampling and testing frequency.
9. Conclusions and Recommendations
Moisture control in animal feed production is a multi-dimensional discipline spanning raw material procurement, process engineering, additive technology, measurement instrumentation, and regulatory compliance. This report demonstrates the following key conclusions:
- Moisture loss is systemic and cumulative: the average feed mill delivers finished product with 0.5–1.0% less MC than the incoming raw materials, despite multiple water addition points. Uncontrolled losses of 1–3% globally represent 14–42 million tonnes of unrealised production annually.
- Water activity is the critical safety metric: MC alone is insufficient to characterise feed safety risk. aw ≤ 0.65 for mould inhibition and ≤ 0.70 as the finished feed quality limit are the non-negotiable control parameters. Moisture management programmes that control aw—rather than merely adding water—deliver both safety and yield benefits simultaneously.
- Steam conditioning is the process stage with the greatest MC leverage: post-conditioning MC of 14.0–15.5% at 78–83°C is the validated optimal window for both pellet quality (PDI up to 88%) and pathogen reduction. Steam quality, retention time, and initial mash MC must all be managed in concert.
- Cooling is a source of significant uncontrolled moisture loss: pellets enter the cooler at 17–18% MC and must exit at 12–13%. Ambient RH and temperature variation cause this step to over- or under-remove moisture in ways that batch recipes cannot anticipate without real-time feedback control.
- Measurement-driven control outperforms recipe-driven control: in-line NIR or microwave sensors, integrated with automated process control, reduce finished product MC variability by correcting for raw material variability and environmental fluctuations in real time. Well-calibrated NIR systems achieve SEP of ±0.1–0.2% MC.
- Organic acid–glycerol ester moisture retention products deliver validated commercial results: 98.2% improvement in moisture retention, 13.4% improvement in PDI, and aw ≤ 0.64 at 12.4% MC, based on 8-mill meta-analysis data. These products simultaneously address yield, pellet quality, and feed safety.
Recommended implementation priorities for technical personnel:
- Priority 1: Deploy in-line NIR moisture sensors at the mixer discharge and post-cooler discharge points, integrated with automated MDS and cooler airflow control
- Priority 2: Audit steam quality (use steam separators, verify steam pressure at conditioner header); establish conditioning temperature and MC monitoring as formal CCPs
- Priority 3: Introduce moisture retention additives (organic acid–glycerol ester products with surfactants) via precision MDS, targeting aw ≤ 0.65 in finished feed
- Priority 4: Establish incoming raw material MC baseline documentation (NIR at intake) to enable recipe-level moisture compensation before production begins
- Priority 5: Review bagging and warehousing conditions in high-humidity climates; upgrade to moisture-barrier packaging if post-packaging mould complaints are recurrent