Long-distance transportation is a critical but often underestimated risk stage in animal feed quality control. Even when feed leaves the factory with acceptable moisture content, pellet durability, temperature, and microbiological condition, quality can deteriorate during truck transport, rail movement, sea container shipping, port storage, distributor warehousing, or final farm delivery.
The main technical risks include moisture migration, container condensation, mold growth, mycotoxin risk, pellet breakage, fines generation, lipid oxidation, vitamin degradation, packaging damage, and delayed unloading.
The scale of the problem is commercially significant. Global compound feed production reached approximately 1.396 billion metric tons in 2024, according to Alltech’s 2025 Agri-Food Outlook. Even a small percentage of transport-related spoilage or quality downgrading can therefore represent a large economic loss at industry level.
The core principle of transport quality control is that feed must enter transportation with a sufficient safety margin. Normal factory moisture compliance is not enough. Water activity, pellet temperature, packaging barrier performance, pellet durability, mold count, preservative strategy, and route humidity must be evaluated together.
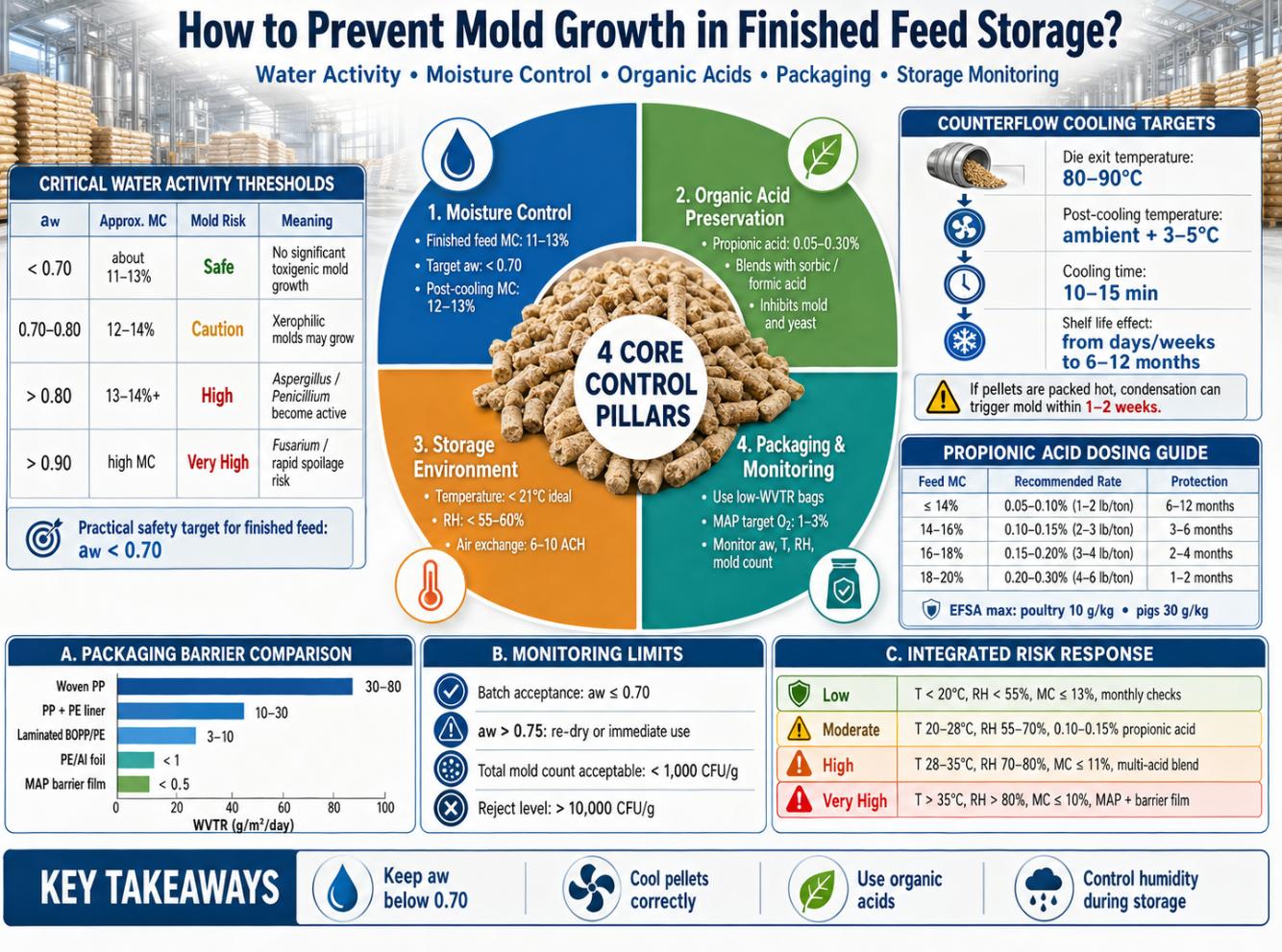
FAO grain-storage guidance notes that storage fungi require approximately 65% relative humidity, equivalent to water activity aw = 0.65, and grow within a broad temperature range of about 10–40°C. This means that long-distance feed transport through warm and humid routes creates real biological risk even when the product initially appears acceptable.
For long-distance or humid transport, recommended technical targets are generally: finished feed moisture content 10.5–12.0%, finished feed aw ≤0.65–0.70, pellet temperature before loading no more than ambient +3–5°C, poultry/pig feed PDI generally ≥88–92%, and packaging selected according to water vapor transmission risk.
Counter-flow cooler manufacturers also specify that pellets should be cooled to approximately ambient temperature +5°C before storage, supporting the need for strict temperature control before shipment.
This report provides a data-based framework for controlling feed quality during long-distance transportation, covering pre-shipment release criteria, packaging, container condensation, desiccants, pellet durability, preservative use, monitoring, arrival inspection, and corrective action.
1- Introduction
Feed quality is often measured at the factory gate, but the product does not stop changing after it is bagged or loaded. During long-distance transportation, feed may experience vibration, compression, humidity fluctuation, temperature cycling, condensation, oxygen exposure, rain exposure during loading, container sweating, port delays, and repeated handling.
This is especially important for:
*- Export feed shipped by sea container
*- Feed transported through tropical or coastal regions
*- Bagged feed stored in transit for more than 14–30 days
*- Bulk feed transported over long road distances
*- Aquafeed and shrimp feed requiring high pellet integrity
*- High-fat feed vulnerable to rancidity
*- Piglet, poultry starter, medicated, enzyme, vitamin, or probiotic feed
*- Feed distributed through dealer networks with uncertain storage conditions
A feed mill should therefore treat transportation as an extension of production and storage, not as a separate logistics issue. The product must be designed for the route.
2- Main Quality Risks During Long-Distance Feed Transportation
Long-distance transportation exposes feed to two categories of damage: biological/chemical deterioration and physical deterioration.
Biological and chemical deterioration includes mold, mycotoxin risk, rancidity, nutrient degradation, and bacterial persistence. Physical deterioration includes pellet breakage, powdering, caking, segregation, bag rupture, and loss of pellet appearance.
FAO notes that high moisture, humid climate, warm temperatures around 25–40°C, insect infestation, and pest damage all contribute to fungal growth and aflatoxin production in food and feed grains.
Table 1. Major feed quality risks during long-distance transportation
| Risk category | Main cause | Typical result | Critical control point |
|---|---|---|---|
| Mold growth | high aw, condensation, humid route | visible mold, musty odor | aw, MC, preservative, packaging |
| Mycotoxin risk | fungal activity in raw material or storage | aflatoxin, OTA, DON, ZEA risk | raw material screening, aw control |
| Pellet breakage | vibration, impact, low PDI | fines, dust, customer complaint | PDI, loading method, bag strength |
| Caking | moisture migration and pressure | lumps, poor flowability | MC, aw, stacking, packaging |
| Rancidity | heat, oxygen, high fat | off-odor, palatability loss | antioxidant, oxygen barrier |
| Vitamin loss | heat, oxygen, moisture | nutrient degradation | temperature and shelf-life control |
| Bag damage | rough loading, compression | leakage, contamination | bag strength, palletization |
| Container rain | temperature cycling and humidity | wet bags, localized mold | desiccants, dry pallets, cooling |
3- Water Activity Is More Important Than Moisture Content Alone
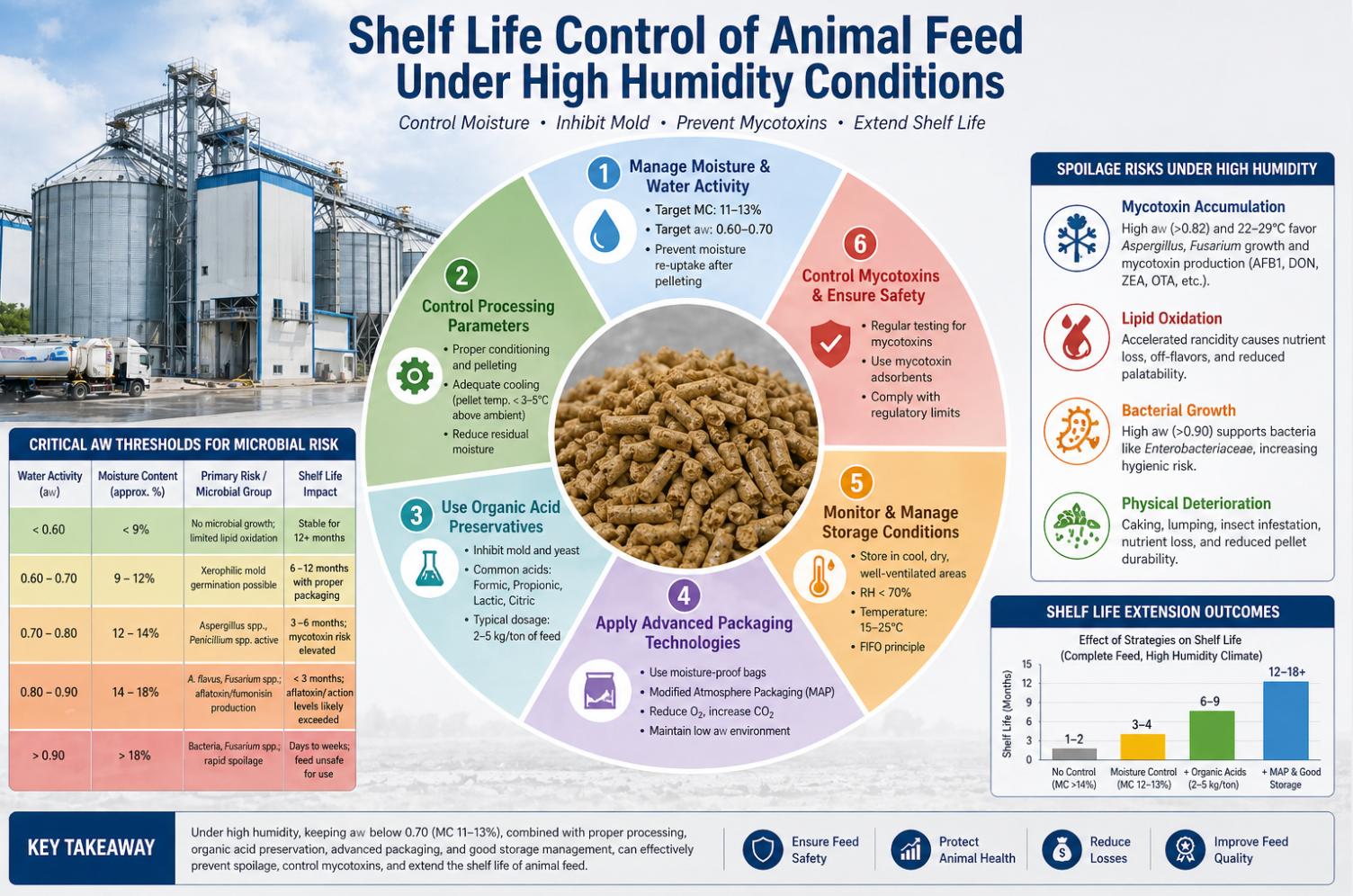
Moisture content measures total water. Water activity measures water available for microbial and chemical reactions. For transport quality control, aw is often more predictive than MC because feed may absorb moisture or form local condensation during transit without a large change in average moisture content.
FAO storage guidance links storage fungi to RH ≥65% or aw = 0.65. This provides a practical biological threshold for transportation risk assessment. The FDA’s food regulations also use water activity as a formal safety concept; low-acid foods are defined partly by having water activity greater than 0.85, showing the regulatory importance of aw as a microbial risk parameter.
Table 2. aw-based transport risk classification
| Finished feed aw before shipment | Transport risk level | Recommended use |
|---|---|---|
| <0.60 | Very low | long transport, high-value feed, humid routes |
| 0.60–0.65 | Low | preferred target for tropical/export transport |
| 0.65–0.70 | Controlled risk | acceptable only with good packaging and storage |
| 0.70–0.75 | Moderate-high | short transport only; monitor closely |
| 0.75–0.80 | High | not recommended for long-distance transport |
| >0.80 | Very high | hold, re-dry, rework, or reject |
For long-distance feed, especially sea freight or tropical distribution, aw ≤0.65 is a more conservative and practical target than simply meeting a moisture standard such as 12–13%.
4- Pre-Shipment Release Criteria
Feed intended for long-distance transport should meet stricter release standards than feed delivered locally. The longer the route and the higher the humidity, the lower the acceptable risk margin.
Table 3. Recommended pre-shipment release criteria
| Parameter | Local short transport | Long-distance domestic transport | Export / humid route | Action limit |
|---|---|---|---|---|
| Finished feed MC | ≤13.0% | 11.0–12.5% | 10.5–12.0% | >13.0% hold |
| Finished feed aw | ≤0.70 | ≤0.68 | ≤0.65 preferred | >0.70 hold/rework |
| Product temperature | ambient +3–5°C | ambient +3–5°C | ambient +3–5°C | >ambient +8°C hold |
| Poultry/pig feed PDI | ≥85–88% | ≥88–92% | ≥90–92% | <85% investigate |
| Fish feed PDI | ≥90–92% | ≥92–96% | ≥94–96% | <90% investigate |
| Shrimp feed PDI | ≥95% | 96–98% | ≥98% preferred | <95% investigate |
| Fines after cooling | <5–8% | <5–8% | <5% preferred | >8–10% investigate |
| Mold count | <1,000 CFU/g preferred | <1,000 CFU/g preferred | <1,000 CFU/g preferred | >10,000 CFU/g reject |
| Packaging integrity | normal | reinforced | moisture-barrier preferred | damaged bags rejected |
For PDI measurement, ASABE S269.4 is widely cited: PDI is calculated as the percentage of intact pellets remaining after tumbling a 500 g sample for 10 minutes. This standard is important because transport exposes pellets to repeated vibration and abrasion.
5- Cooling Before Loading: The First Transport Control Point
Feed should not be loaded while still warm. Warm pellets release water vapor into the bag, truck, or container. When temperature drops during transport, this vapor can condense and form localized wet zones.
Counter-flow cooler manufacturers specify that pellets should be cooled to approximately ambient temperature +5°C before storage. Other pellet-cooler technical references describe typical post-cooling targets of ambient +3–5°C and cooling time around 6–10 minutes for many counterflow cooler systems.
Table 4. Product temperature control before loading
| Product temperature relative to ambient | Transport risk | Recommendation |
|---|---|---|
| ambient to ambient +3°C | low | suitable for loading |
| ambient +3–5°C | acceptable | preferred upper range |
| ambient +5–8°C | warning | short transport only |
| ambient +8–10°C | high | hold and continue cooling |
| >ambient +10°C | very high | do not load for long-distance shipment |
The key point is that moisture and temperature must be released together. A feed with acceptable MC but excessive temperature can still mold because of condensation during transit.
6- Container Condensation and “Container Rain”
For sea freight, container condensation is one of the main causes of mold and caking. Condensation occurs when humid air inside the container cools below dew point. Water then forms on the container ceiling or walls and may drip onto bags.
Moisture damage in containers is caused by humidity changes, condensation, container rain, and moisture trapped in cargo or packaging during transit. Cargo moisture-control guidance also identifies desiccants as a standard method for protecting moisture-sensitive cargo, with route, climate, cargo value, and duration determining the required quantity and type.
Table 5. Container condensation risk factors and controls
| Risk factor | Mechanism | Control measure |
|---|---|---|
| Feed loaded warm | vapor released after sealing | cool feed to ambient +3–5°C |
| High feed aw | more available water | release at aw ≤0.65 |
| Wet pallets | moisture source inside container | use dry pallets only |
| High day-night temperature swing | vapor condenses on cold metal surfaces | use desiccants and liners |
| Long sea route | more time for humidity cycling | stronger packaging and monitoring |
| Port delay | extended exposure | datalogger and shelf-life planning |
| Damaged bag seams | moisture ingress | inspect before loading |
| No desiccant | uncontrolled RH | use container desiccant strips |
Table 6. Container protection strategy by transport duration
| Transport duration | Climate risk | Recommended control |
|---|---|---|
| <14 days | low to moderate | dry container inspection and dry pallets |
| 14–30 days | moderate | desiccants recommended if RH risk exists |
| 30–60 days | high | desiccants + laminated packaging |
| 60–90 days | high tropical | desiccants + container liner + datalogger |
| >90 days | very high | high-barrier packaging + desiccants + strict aw control |
Desiccants should not be treated as a substitute for dry feed. They reduce container humidity but cannot compensate for feed that is already too wet, too warm, or poorly packaged.
7- Packaging Selection for Long-Distance Feed Transportation
Packaging determines how quickly humid external air can affect feed. For short local delivery, standard woven PP bags may be sufficient. For long-distance or humid routes, higher-barrier packaging is often required.
WVTR, or water vapor transmission rate, measures the rate at which water vapor passes through flexible packaging materials. ASTM F1249 is a recognized method for measuring WVTR in flexible barrier materials. Packaging engineering sources also emphasize that WVTR/MVTR is a key barrier property because moisture can move inward or outward through the package and affect shelf life.
Table 7. Packaging selection by route risk
| Packaging type | Moisture barrier level | Suitable route | Technical comment |
|---|---|---|---|
| Standard woven PP | low | short local transport, dry market | not ideal for humid long-distance routes |
| Woven PP + PE liner | medium | moderate humidity, 1–2 months | improved moisture protection |
| Laminated BOPP/PE | medium-high | long-distance commercial feed | recommended for humid distribution |
| Metallized or Al-laminate | high | export, premium, specialty feed | strong moisture and oxygen barrier |
| MAP/high-barrier film | very high | medicated, premix, high-value feed | best for long shelf life |
Table 8. Packaging decision by shipment type
| Transport scenario | Recommended packaging |
|---|---|
| Local delivery <3 days, dry climate | woven PP acceptable |
| Domestic transport 3–14 days | PP + liner preferred |
| Humid domestic route 14–30 days | laminated BOPP/PE |
| Sea freight 30–60 days | laminated bag + desiccant |
| Tropical export >60 days | high-barrier packaging + desiccant |
| Premix/vitamin/medicated feed | high-barrier laminate or MAP |
Packaging should be selected based on actual route risk, not only on bag cost.
8- Pellet Durability and Mechanical Damage
Long-distance transportation increases pellet breakage because of vibration, stacking pressure, drops, truck movement, conveyor transfer, and repeated loading/unloading. Low PDI increases fines, and fines absorb moisture faster because of their greater surface area.
PDI should therefore be higher for long-distance transport than for local delivery. ASABE-based PDI testing using a 500 g sample and 10-minute tumbling provides a standardized way to evaluate mechanical durability before shipment.
Table 9. Recommended PDI targets by transport route
| Feed type | Local transport PDI | Long-distance target PDI | Export/high-risk target |
|---|---|---|---|
| Broiler feed | 85–88% | 88–92% | 90–94% |
| Layer feed | 82–88% | 86–90% | 88–92% |
| Pig feed | 85–88% | 88–92% | 90–94% |
| Piglet feed | 82–88% | 85–90% | 88–92% |
| Ruminant pellets | 80–85% | 85–90% | 88–92% |
| Fish feed | 90–92% | 92–96% | 94–97% |
| Shrimp feed | ≥95% | 96–98% | ≥98% |
Table 10. Mechanical damage control
| Damage source | Quality result | Control method |
|---|---|---|
| high drop height | pellet cracking | gentle loading spouts |
| truck vibration | abrasion and fines | secure pallets and reduce movement |
| overstacking | pellet crushing | control stack height |
| rough forklift handling | bag rupture | operator training |
| repeated transfer | cumulative fines | minimize handling points |
| weak bag material | leakage and contamination | reinforced packaging |
| bulk feed residue | contamination | clean truck/bin before loading |
For long-distance transport, feed should be evaluated not only after cooling but also after simulated handling where possible.
9- Preservatives and Antioxidants
Long-distance transport extends the time during which feed is exposed to humidity, heat, and oxygen. Mold inhibitors and antioxidants are therefore important for many transport routes.
Peer-reviewed research on organic acids against feed molds found that valeric acid, propionic acid, and butyric acid showed the highest efficacy against molds, with effective concentrations ranging from 0.05% to 0.25%. Other acids such as acetic, lactic, and benzoic acid required higher concentrations for effective inhibition. EFSA has also confirmed that propionic acid is authorized as a technological feed additive for all animal species under current conditions of use.
Table 11. Mold inhibitor strategy for long-distance transport
| Transport risk | Feed condition | Recommended preservative strategy |
|---|---|---|
| low risk, dry route | MC ≤13%, aw ≤0.70 | optional low-dose propionic acid |
| moderate route, 2–4 weeks | MC 11–12%, aw ≤0.68 | propionic acid or buffered propionate |
| humid route, 1–2 months | MC 10.5–11.5%, aw ≤0.65 | multi-acid blend preferred |
| tropical sea freight | MC ≤10.5–11.5%, aw ≤0.65 | stronger acid blend + barrier packaging |
| yeast-sensitive feed | molasses/sugar present | include sorbic/acetic components |
| high-fat feed | oxidation risk | preservative + antioxidant |
High-fat feed requires additional antioxidant control. Heat and oxygen accelerate lipid oxidation, especially in feed with fish oil, rice bran, poultry fat, full-fat soybean, or high added oil.
Table 12. High-fat feed transport risk
| Feed type | Risk factor | Recommended action |
|---|---|---|
| broiler finisher feed | high oil level | antioxidant + lower storage temperature |
| fish feed | fish oil oxidation | oxygen barrier + antioxidant |
| shrimp feed | high-value + oxidation | high-barrier packaging |
| rice-bran feed | rancidity risk | monitor peroxide value |
| full-fat soybean feed | oxidation and heat | short shelf life or antioxidant |
| long sea shipment | prolonged oxygen exposure | packaging and antioxidant review |
10- Datalogging and Transport Monitoring
For high-value feed, export shipments, complaint-prone routes, or tropical transport, temperature/RH dataloggers should be used. These devices provide objective evidence of route exposure and help determine whether deterioration occurred at the factory, during transport, at the port, or after arrival.
Table 13. Recommended transport monitoring system
| Monitoring item | Tool | Recommended use | Action value |
|---|---|---|---|
| Feed MC before loading | moisture analyzer / NIR | every shipment | >13% hold; lower for export |
| Feed aw before loading | aw meter | every long-distance shipment | >0.70 hold/rework |
| Product temperature | probe thermometer | before loading | >ambient +8°C hold |
| Container RH/T | datalogger | export/high-value shipment | RH >75% high risk |
| Packaging integrity | visual inspection | every loading | damaged bags rejected |
| PDI / fines | lab test | shipment batch | below target investigate |
| Mold count | microbiology | high-risk routes | >10,000 CFU/g reject |
| Mycotoxin screen | ELISA/lab | high-risk raw materials/products | per regulation/customer spec |
A datalogger is also useful in dispute resolution. If factory retained samples remain normal but container records show extended RH above 85%, the likely problem is transport or post-shipment storage rather than production.
11- Arrival Inspection and Quality Acceptance
Long-distance transport quality control should include arrival inspection. The receiving party should check both physical and microbiological indicators.
Table 14. Arrival inspection checklist
| Inspection item | Method | Acceptable condition |
|---|---|---|
| bag condition | visual | no wetting, rupture, or seam failure |
| container interior | visual | no water marks, odor, or condensation |
| feed odor | sensory | no musty, sour, or rancid smell |
| pellet appearance | visual/sieve | low fines, no mold |
| MC | moisture test | within shipment specification |
| aw | aw meter | ≤0.70, preferably ≤0.65 |
| PDI/fines | durability/sieve test | within product specification |
| mold count | microbiology | <1,000 CFU/g preferred |
| mycotoxin | rapid test/lab | within species/customer limit |
| product temperature | probe | close to ambient |
Table 15. Arrival defect diagnosis
| Arrival result | Likely cause | Investigation direction |
|---|---|---|
| MC normal but aw high | free water or condensation | check packaging/container RH |
| MC and aw both high | moisture ingress | inspect bag and container |
| mold on bag surface | container rain or wet handling | check container records |
| mold inside bag | feed loaded warm or high aw | check cooling and release data |
| high fines | transport vibration/low PDI | check handling and PDI |
| rancid odor | heat/oxygen exposure | check fat quality and antioxidant |
| caking in bottom bags | compression + moisture | check stacking and pallets |
| only wall-side pallets affected | container condensation | improve liner/desiccant strategy |
Arrival inspection should be compared against retained factory samples. If retained samples are normal but shipped samples fail, transport and storage conditions are likely responsible.
12- Transport-Mode Control Strategy
Different transport modes create different quality risks. Control measures should be route-specific.
Table 16. Transport mode comparison
| Transport mode | Main quality risk | Recommended control |
|---|---|---|
| local truck | rain exposure, handling damage | covered loading, fast delivery |
| long-distance truck | heat and vibration | strong bags, secure pallets |
| bulk truck | residue contamination, condensation | dry/clean bin inspection |
| rail | long time and vibration | higher PDI and reinforced packaging |
| sea container | condensation/container rain | desiccant, liner, aw ≤0.65 |
| multimodal | repeated handling | stronger packaging and pallet stability |
| tropical distributor route | high RH and long storage | acid preservative + barrier packaging |
Table 17. Recommended targets by transport mode
| Transport mode | MC target | aw target | Packaging | Additional control |
|---|---|---|---|---|
| local truck <3 days | ≤13% | ≤0.70 | woven PP acceptable | covered loading |
| long truck 3–14 days | 11–12.5% | ≤0.68–0.70 | PP + liner preferred | secure pallets |
| rail / inland 14–30 days | 11–12% | ≤0.68 | laminated or lined bag | route monitoring |
| sea freight 30–60 days | 10.5–11.5% | ≤0.65 | laminated bag | desiccant + dry container |
| tropical sea route >60 days | ≤10.5–11.0% | ≤0.62–0.65 | high barrier preferred | liner + desiccant + acid |
| high-value >90 days | ≤10% | ≤0.60–0.65 | high-barrier/MAP | datalogger and strict QC |
13- Example Case: Mold Complaint After Sea Transport
A feed mill exports 25 kg broiler pellet feed by sea container. Transport time is 38 days. The customer reports mold and caking in some bags 20 days after arrival.
Table 18. Investigation data
| Parameter | Factory result | Recommended export target | Diagnosis |
|---|---|---|---|
| Finished MC | 12.6% | 10.5–11.5% | too high for humid sea route |
| Finished aw | 0.71 | ≤0.65 | mold risk before shipment |
| Product temp at loading | ambient +8°C | ambient +3–5°C | condensation risk |
| Packaging | woven PP | laminated or PE-lined | poor moisture barrier |
| Container desiccant | none | recommended | container rain risk |
| Pallets | partially wet | dry pallets only | additional moisture source |
| Warehouse RH before loading | 78% | <65% preferred | high-risk loading environment |
| Mold count at release | 2,800 CFU/g | <1,000 CFU/g preferred | alert-level contamination |
Table 19. Corrective plan
| Corrective action | Target result |
|---|---|
| reduce export feed MC to 10.8–11.5% | lower moisture risk |
| add release criterion aw ≤0.65 | reduce mold growth probability |
| cool pellets to ambient +3–5°C | prevent internal condensation |
| upgrade packaging to laminated BOPP/PE or PE-lined bag | reduce moisture ingress |
| use dry pallets only | remove hidden water source |
| add container desiccant strips | reduce container rain |
| apply multi-acid mold inhibitor for humid routes | extend microbial safety margin |
| install RH/T datalogger | identify route exposure |
| perform arrival aw and mold count testing | verify transport quality |
14- Economic Impact of Transport-Related Feed Quality Loss
Transport-related quality failure is expensive because the product already contains the full cost of raw materials, processing, packaging, logistics, and distribution. In export shipments, additional costs include port fees, container charges, return freight, disposal, claims, and brand damage.
Table 20. Example direct feed value at risk
| Annual / shipment volume | Failure rate | Feed affected | Feed value at USD 350/t | Direct value at risk |
|---|---|---|---|---|
| 1,000 t shipment | 5% | 50 t | USD 350/t | USD 17,500 |
| 5,000 t/year export | 2% | 100 t | USD 350/t | USD 35,000 |
| 50,000 t/year distribution | 1% | 500 t | USD 350/t | USD 175,000 |
| 150,000 t/year distribution | 2% | 3,000 t | USD 350/t | USD 1,050,000 |
| 300,000 t/year distribution | 2% | 6,000 t | USD 350/t | USD 2,100,000 |
Given the industry scale of 1.396 billion metric tons of feed production in 2024, even small quality-loss percentages represent substantial economic exposure.
15- Recommended Documentation and Traceability
Long-distance feed transport should be supported by batch-level documentation. This is essential for quality assurance and dispute resolution.
Table 21. Recommended transport documentation
| Document / record | Required information |
|---|---|
| batch quality certificate | MC, aw, PDI, fines, production date |
| raw material risk record | mycotoxin test for high-risk ingredients |
| preservative record | product, active acid, dosage, batch |
| packaging specification | bag type, barrier performance, WVTR test method |
| cooling record | cooler outlet temperature and product temperature |
| loading inspection | container/truck condition, pallet dryness |
| datalogger record | temperature and RH during transport |
| arrival inspection | MC, aw, odor, bag condition, mold check |
| retained sample record | comparison against shipped sample |
| corrective action report | root cause and prevention measures |
Documentation should include aw, not only MC, because aw is the stronger indicator of microbial risk during transport.
16- Final Technical Recommendations
1- Do not release long-distance feed based on moisture content alone. Include aw as a mandatory transport release parameter.
2- For humid or export routes, target finished feed aw ≤0.65 and MC around 10.5–12.0%, depending on feed type and shelf-life target.
3- Ensure feed is fully cooled before loading. Product temperature should be no more than ambient +3–5°C.
4- Select packaging based on route humidity and duration. Woven PP is suitable mainly for short, dry routes; laminated or lined bags are preferred for long or humid routes.
5- Use dry pallets and inspect containers or trucks before loading. Wet pallets and wet container floors are major hidden moisture sources.
6- Use container desiccants for sea freight, especially routes longer than 30 days or routes involving tropical/coastal climates.
7- Maintain higher PDI for long-distance transport. Poultry and pig feed should generally target ≥88–92%; fish and shrimp feed require higher values.
8- Apply organic acid mold inhibitors according to route risk. Research supports propionic acid and related organic acids as effective mold inhibitors at approximately 0.05–0.25% under tested conditions.
9- Use antioxidants for high-fat feed shipped through hot routes.
10- Use temperature/RH dataloggers for export, high-value, humid, or complaint-prone shipments.
11- Conduct arrival inspection including MC, aw, bag condition, odor, fines, and mold risk.
12- Compare arrival samples with retained factory samples to locate whether deterioration occurred during production, transport, or customer storage.
Conclusion
Feed quality control during long-distance transportation requires a preventive and data-based system. The main risks are moisture migration, condensation, container rain, high relative humidity, temperature cycling, pellet breakage, packaging failure, mold growth, rancidity, and delayed storage.
The central technical principle is that feed must enter transport with a safety margin, not merely with factory-standard moisture compliance. For high-risk routes, the practical release standard should include MC 10.5–12.0%, aw ≤0.65, pellet temperature ambient +3–5°C, suitable preservative treatment, route-appropriate packaging, and verified container dryness.
Long-distance transportation should therefore be managed as an extension of feed manufacturing. A professional feed mill should design the feed, package, preservative system, loading protocol, and monitoring plan according to transport duration, climate route, feed type, and customer storage conditions. This approach shifts feed transport quality control from reactive complaint handling to measurable, preventive risk management.